
SISTEM DE DETECTARE A FIRELOR DE FILARE INELARE



Contextul industriei
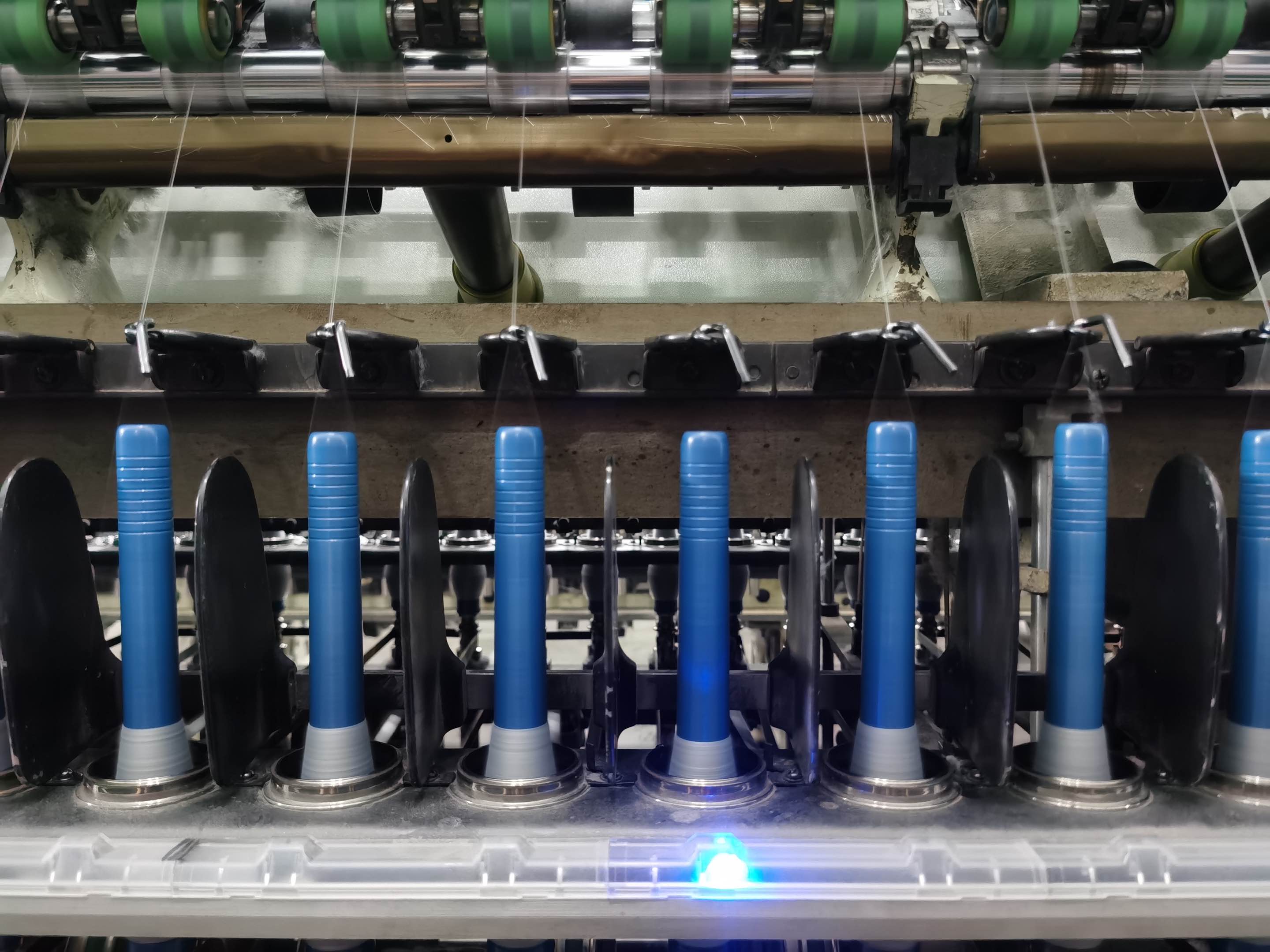
În prezent, eficiența întreprinderilor textile este afectată în principal de costurile forței de muncă, starea echipamentelor, operațiunile comerciale și alți factori. Procesul de filare este procesul cheie al calității filatoarelor, fiind dificil de gestionat, iar răspunsul cel mai direct la gestionarea acestuia fiind datele privind rupturile de fire. Prin urmare, modul de detectare și reducere a rupturilor este prioritatea principală a managementului filării. Știm că 30% până la 35% din rupturi sunt cauzate de fusuri cu 5% defecte. Metoda tradițională este de a descoperi aceste fusuri cu 5% defecte prin deplasare, reparații de către mecanici și eșantionare de către testeri, dar există multe dezavantaje.
Am dezvoltat un sistem de detectare online. Acesta poate localiza în timp util și eficient poziția pauzei mașinii și poate îmbunătăți considerabil eficiența de lucru a ramelor inelare. Compania noastră își propune să ofere servicii avansate de modificare inteligentă pentru procesul de filare al întreprinderilor textile, să accelereze modernizarea echipamentelor de filare pentru a îmbunătăți competitivitatea întreprinderilor și să depună toate eforturile pentru a ajuta utilizatorii să maximizeze profitul prin utilizarea unor mijloace eficiente și inteligente de control al producției.
Compoziția sistemului
Sistemul este compus în principal din dispozitive de monitorizare și actuatoare.
Dispozitivul de monitorizare include un dispozitiv de monitorizare cu un singur ax.
Actuatoarele sunt alcătuite în principal din patru părți: sistem de detectare fotoelectrică la rupere, dispozitiv de oprire a alimentării broșei, afișaj de control al capătului de angrenaj și indicație de avertizare la rupere la capăt. Diagrama schematică a modulelor sistemului este prezentată în imaginea 1 de mai jos. (Printre acestea, platforma de gestionare a filării, sistemul cloud inteligent de filare, monitorizarea consumului de energie, monitorizarea mediului, indicarea lămpii turnului de rupere și răsucire slabă, setarea spandexului, setarea vitezei ventilatorului de aspirație, setarea siro sunt module opționale, fără module opționale nu se vor afișa datele corespunzătoare).
Funcții de sistem
Sistemul de monitorizare și control are funcțiile de indicator și afișare a unei singure mașini, afișare a capătului angrenajului, afișare a atelierului, afișare a serverului principal, alimentare cu oprire a ruperii la capătul brocii, descoperire la timp a ruperii și poziționare precisă, ajută la înțelegerea punctelor cheie ale calității procesului de filare, reduce munca și deșeurile și îmbunătățește calitatea.
Un aspect deosebit de important este faptul că sistemul a adăugat un sistem de management al producției pentru filare. Acesta poate colecta date din masa datelor, poate genera diverse rapoarte grafice și text în funcție de nevoile clienților, poate ajuta personalul tehnic și de management al fabricii să analizeze, să gestioneze și să ia decizii și oferă utilizatorilor confortul gestionării.
Sistemul de management al producției include în principal următoarele funcții:
A) Capacitatea de a afișa axurile cu rupturi de mote, de a identifica în timp util axul defectiv și de a notifica mecanicul pentru reparare;
B) Nu este nevoie de verificare manuală a cantităților de pauza de 1000 de fusuri/oră, iar pauzele de șlefuire pot fi vizualizate online oricând;
C) Nu este nevoie de copierea manuală a randamentului producției pentru fiecare schimb, sistemul generează automat;
D) Poate afișa viteza axului, evita axul cu viteză redusă și reduce răsucirea slabă;
E) În orice moment, poate verifica varietățile de filare și condițiile mașinii pentru programarea varietăților;
F) Capacitatea de a vedea funcționarea și ritmul de funcționare al tuturor mașinilor;
G) Poate vedea relația dintre viteză și alți parametri în orice moment și poate optimiza viteza.
Caracteristici ale sistemului
Sistemul de monitorizare și control al cadrului inelar este un mijloc informațional și inteligent. Poate înregistra toate datele și poate face munca mai deschisă și transparentă, asistând astfel managementul grupului de atelier și oferind o bază științifică pentru ca întreprinderea să ia decizii și să optimizeze procesul. Sistemul are următoarele caracteristici evidente:
A) Nu există nicio conexiune prin cablu între fiecare senzor. Introducere directă.
B) Sonda fotoelectrică (sau electromagnetică) are avantajele preciziei și sensibilității, sonda este mică, distanța de instalare dintre sondă și inel este mare și nu are nicio influență asupra asamblarii firelor și înlocuirii cursorului.
C) Dispozitivul de alimentare cu oprire a roverului este potrivit pentru forme paralele și în V. A adoptat o conexiune flexibilă a modulelor, nu sunt necesare linii de circuit suplimentare, identifică automat poziția axului, cu o structură simplă și o instalare și întreținere convenabile. Sensibilitatea dispozitivului de oprire a roverului este în 4 secunde.
D) Fiecare set cu ecran cu interfață om-mașină oferă instrucțiuni rapide de operare pentru lucrători și mecanic.
E) Design cu funcție wifi, pentru servicii de la distanță viitoare, conexiune wireless stabilă pe laptop și telefon.
Semnificația modulului de monitorizare a pauzelor
Modulul de detectare a rupturilor din sistem se reflectă în principal pe lampă și pe afișaj. Diferitele categorii de afișare reprezintă semnificații diferite. Detalii, ca mai jos, în formularul 1.
| Poziţie | Categorii | Implicare |
| Poziția axului | Clipire cu lumină albastră | pauze |
| Clipire cu lumină roșie | vină | |
| Lumină roșie aprinsă | Răsucire slabă | |
| Clipire de lumină violetă | Senzorul este acoperit | |
| lampă | Lumină verde aprinsă | 1-4 pauze |
| Lumină galbenă aprinsă | 5-9 pauze | |
| Lumină roșie aprinsă | 10-24 pauze | |
| Clipire cu lumină roșie | Pauze peste 25 | |
| 2 culori alternează clipind | Avertisment de schițare/eroare a plăcii de bază | |
| Afişa | Litera b + număr | Cantitate pauză |
| Litera E + număr | Cantitate de răsucire slabă | |
| Litera F + număr | Cantitate defectă |
Parametri tehnici principali ai mașinii adaptate
Sistem de monitorizare adaptat la cei 2 parametri de mai jos, ceilalți parametri fiind personalizați în funcție de cerințe.
| Nu. | Articol | specificație |
| 1 | Potrivit pentru tipul de fire | Bumbac 14-100s și amestecuri |
| 2 | Numărul de fusuri | Cadru scurt, cadru lung |
| 3 | Tipul de redactare | desenare paralelă și în V |
| 4 | Calibru ax | 68,75 mm, 70 mm, 75 mm |
| 5 | Diametrul suportului arborelui | 28MM, 40MM |
| 6 | Tipul de inel | Plan, Conic |
| 7 | Numărul axului | De la capătul angrenajului (S/R) în ordine |
Specificații tehnice ale sistemului
Sistemul poate realiza monitorizare online inteligentă în timp real. Principiul său de funcționare și diagrama de funcționare sunt prezentate în tabelul 2 și, respectiv, tabelul 3.
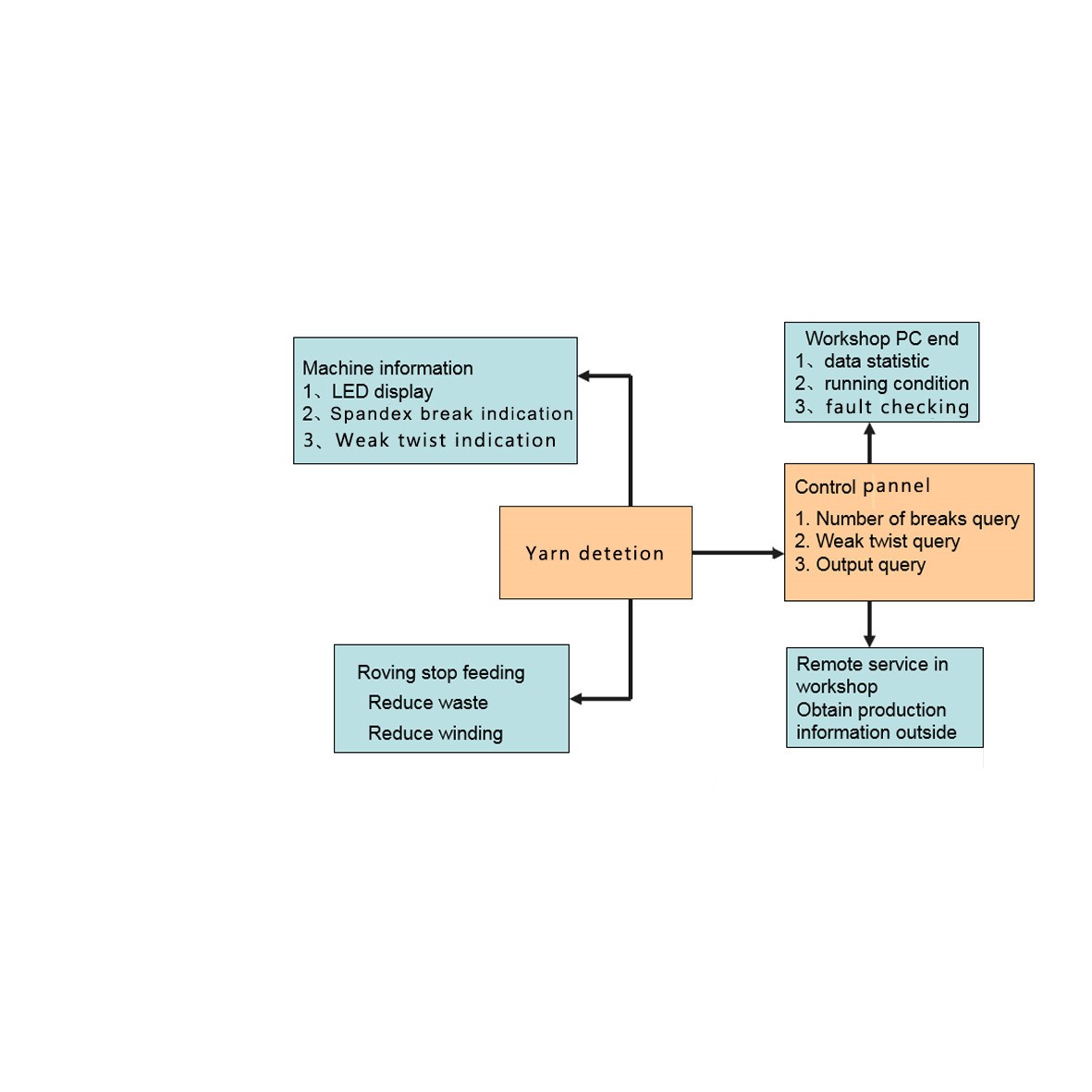
Principiul de funcționare al sistemului de detectare a firelor
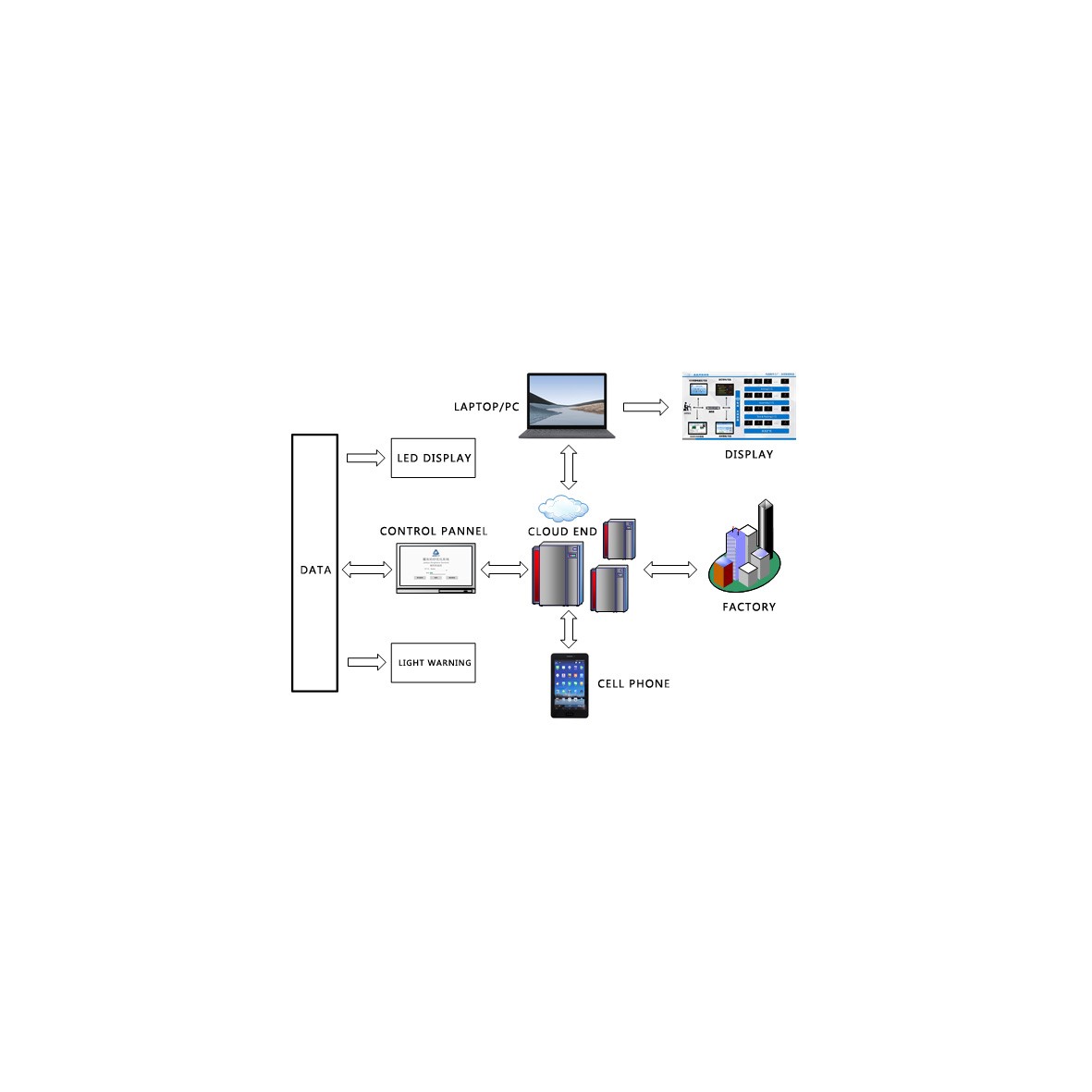
Diagrama de funcționare a sistemului de detectare a firelor
Sistemul de monitorizare al ramei de filat este inteligent, informativ și ușor de utilizat. Principalele sale specificații tehnice sunt prezentate în Tabelul 2 de mai jos.
| Articol | Conţinut | Sistem de monitorizare cu un singur ax JADEYO 2.0 |
| Hardware | Performanța senzorului | Fotoelectric, Magnetic |
| Specificațiile plăcii senzorului | 24 axe 0,7 kg | |
| Tipul de terminal al utilizatorului | Suportă PC, telefon mobil, laptop, brățări etc. | |
| Oprire mobilă | În același timp, când are loc pauza | |
| Controlul desenării | Diametrul rolei afișate, viteza curentă | |
| Monitorizarea producției | Afișează tipul de fir, rata de producție, lungimea, randamentul, timpii de îndepărtare etc. | |
| Au avut loc pauze/1000 de axe/oră | Verificare online a vitezei axului și a rupturilor de capăt apărute/1000 axe/oră | |
| Analiza pauzelor de scoatere din uz | Verificare pe linie a vitezei axului și a rupturilor apărute/1000/oră pentru fiecare demontare | |
| Alarmă de întrerupere a capătului de linie | Lumina senzorului clipește, controlerul capului de angrenaj arată poziția frânei, iar afișajul arată cantitatea de frâne | |
| Răsucire ușoară | Senzor luminos pe cutie, verificați viteza axului, rupeți cantitatea | |
| Mod de transmitere | Introducere ușoară a plăcii de circuit integrate | |
| software | Conectarea în rețea cu alte dispozitive de monitorizare | Rețelele cu mai multe mașini pot forma o rețea de monitorizare a rotirii și a întreruperilor de la capăt. |
| Utilizarea tabelului de parametri | Rapoartele existente pot fi ajustate în funcție de nevoi și ulterior pot fi personalizate pentru a dezvolta și configura rapoarte noi. | |
| Partajarea datelor | Datele sunt complet deschise, interfața de date acceptă Ethernet, fiind compatibilă cu sistemul de execuție a producției HMES, sistemul de planificare a resurselor ERP, sistemul de birou OA și așa mai departe. | |
| Actualizări ale funcțiilor software | Poate fi dezvoltat din nou și are funcție de expansiune | |
| Standard de calitate | Detectarea tuturor axelor pe linie | Exact fără dezinformare |
| Rata zilnică de defecțiune a sondei de detectare și a altor componente electrice | În limita a 1/10000, durata de viață este mai mare de 10 ani |





